QQ
QQ
-
机械手工作过程如下:每次循环动作均从原位开始。开始运行后,如果机械手不在初始位置上,步进电机开始运转(横轴向手抓方向移动,竖轴向上移动)。归位后首先横轴步进电机工作,横轴前伸;前伸到位后,手抓电动机得电,带动手抓旋转;当传感器检测到限位开关时,电动机停止,PLC控制电磁阀动作,手张开;延时一段时间,竖轴步进电机工作,竖轴下降;下降到位后,电磁阀复位,手爪夹紧;延时过后,竖轴上升,同时横轴缩回、底盘电机带动底盘旋转;当横轴、竖轴、底盘都到位后,横轴前伸;到位后手爪旋转,然后竖轴下降,电磁阀动作,手爪张开;延时后竖轴上升复位,然后开始下一周期动作。
-
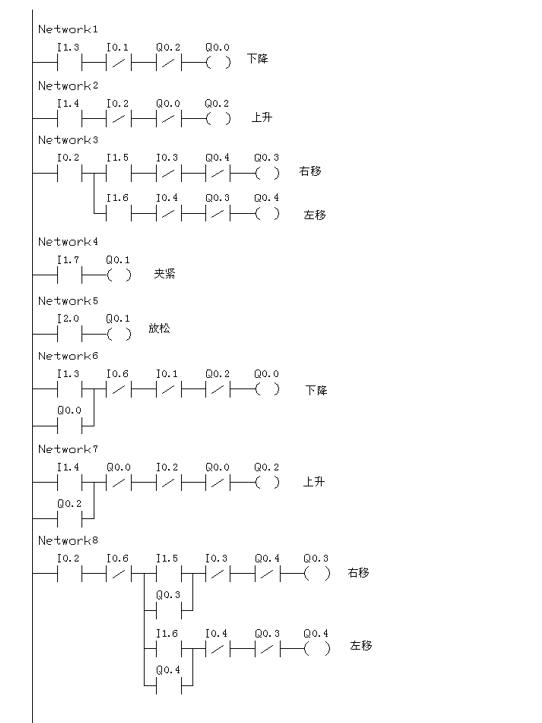
手动程序。手动程序分为点动控制和单步控制两部分,手动操作不需要按工序顺序动作,按普通继电器程序来设计。手动操作的梯形图如图所示。手动按钮10.7、11.3—12.1分别控制下降、上升、右移、左移、夹紧、放松和回原点各个动作。为了保证系统的安全运行设置了一些必要的连锁。其中在左、右移动的梯形图中加入了I0.2作为上限连锁,因为机械手只有处于上限位置时,才允许左右移动,由于夹紧、放松、动作是用二位五通电磁换向阀的CY3-1电磁线圈控制,故在梯形图中用“置位”、“复位”指令,使之有保持功能。以下是手动操作程序梯形图,如下图所示:
-
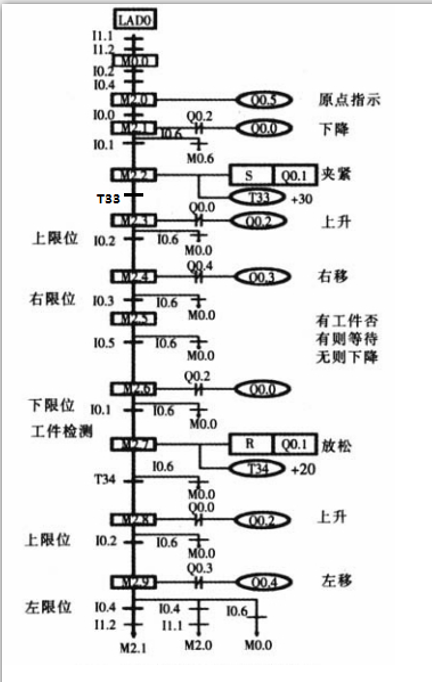
自动程序。由于自动操作的动作较复杂,采用顺序功能图设计法设计程序,用以表明动作的顺序和转换条件,矩形框表示“工步”,相邻两工步用线段连接,表明转换的方向。横线表示转换的条件。若转换条件得到满足则程序从上一工步转到下一工步。根据顺序功能图可以方便的转换为梯形图程序,其顺序功能图如下图所示:
新闻中心